Handling Equipment
Handling Equipment for Concrete Elements Factories
ARTEK designs and delivers handling equipment for concrete block and paver factories, as well as for wet-cast and concrete slab plants, customized to the needs of the customers. Our equipment is used in new plants as well as in existing plants, which can be upgraded with our products to the newest technology and increased efficiency. To illustrate our scope of handling equipment, we have structured this page following the flow of the production pallets inside a modern concrete block factory.
Pallet Transportation
Pallet transportation systems are used to carry the pallets with the freshly produced products from the wet side to the curing area and the pallets with the cured products from the curing area to the dry side for further processing.

Wet & Dry Line
ARTEK Conveyors in different versions transport production pallets with fresh products from the main production machine to the elevator (WET LINE) and production pallets with cured products from the lowerator to the cubing station (DRY LINE).
Product Cubing
ARTEK offers equipment to clear the production pallets from the cured products and to form cubes for packaging, storage and shipment in two different designs: based on industrial robot or with cubing stations in cartesian design.
Cube Transport
Based on heavy load conveyors, these systems transport the cubes after they have been formed to the area, where they can be picked up by forklifts and carried to the final storage areas. Artek cube transport conveyors are prepared for the integraion of strapping machines and equipment to insert shipping pallets.
Empty pallets handling
After the pallets have been cleared from the cured products, they must be cleaned from concrete residues, eventually turned - to grant an equal wear on both surfaces - and returned to the production machine. ARTEK provides empty pallet systems with different concepts, to solve this task.

More components
ARTEK offers more handling components, which do not belong to one of the sections before. As example equipment for after treatment processes. Based on the market experience and the design and production capacities, we can offer solutions also for your project.
Pallet transportation systems

Elevators/Lowerators
Pallet transportation systems consist of ladders to lift the pallets before they can be picked up by the finger car ("Elevator"), to lowerate the pallets, which are delivered by the finger car ("Lowerator"), and the finger car itself.
The distances between the carrying levels and the number of the levels are determined by the project parameters and must be in accordance with the curing rack design.

Finger Car Systems
ARTEK Finger Cars equipped with a turning device for the upper car extend the possibilities of the entire plant design. If the building is more narrow and long, the placement of the curing area opposite to the wet and dry lines is necessary, but requires the ability to turn the upper car by 180 degrees between the direction of the lines and the inlet of the curing area.

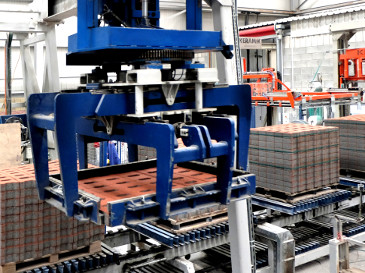
Single/Double Layer Design
ARTEK pallet transportation systems can be designed to carry one production pallet per level ("Singe load") or alternately two per level ("Double load"). Double-load systems increase the number of pallets which can be transported in one finger-car-cycle with the factor two and are preferred, when the height of the curing racks is too low to grant a synchronised operation of the finger car system with the wet and dry line of the whole plant. The picture above shows a double-load system.

Quality & Design
The quality of the ARTEK pallet transportation systems is based on the solid structural design and the usage of state-of-the-art drive technology (SEW Eurodrive), laser technlogy for the distance measuring and positioning and Siemens industrial communication components including wireless data transmission between the finger car and the main control system. See more about our plant automation technology under this link.
Wet & Dry Side Components

Conveyors
ARTEK uses conveyors in a similar design on both, wet and dry side. The conveyor consists of a solid frame with a inside sledge, which is equipped with plastic pushers. The conveyors work in cycles, allowing the integration of other equipment like washing machines or pallet clearing devices. Beside the standard execution, ARTEK also can deliver chain or belt conveyors, if they fit to the specific needs of the customers.

Servo Drive Technology
All conveyors are generally powered by electric servo controlled drives. This technique allows the perfect adjustment of the acceleration, speed and braking of the conveyors according to the plant cycle and the needs of the end products. No further components for measurement or positioning are needed, and the speed does not change during the day like it is inherit for hydraulic drives.
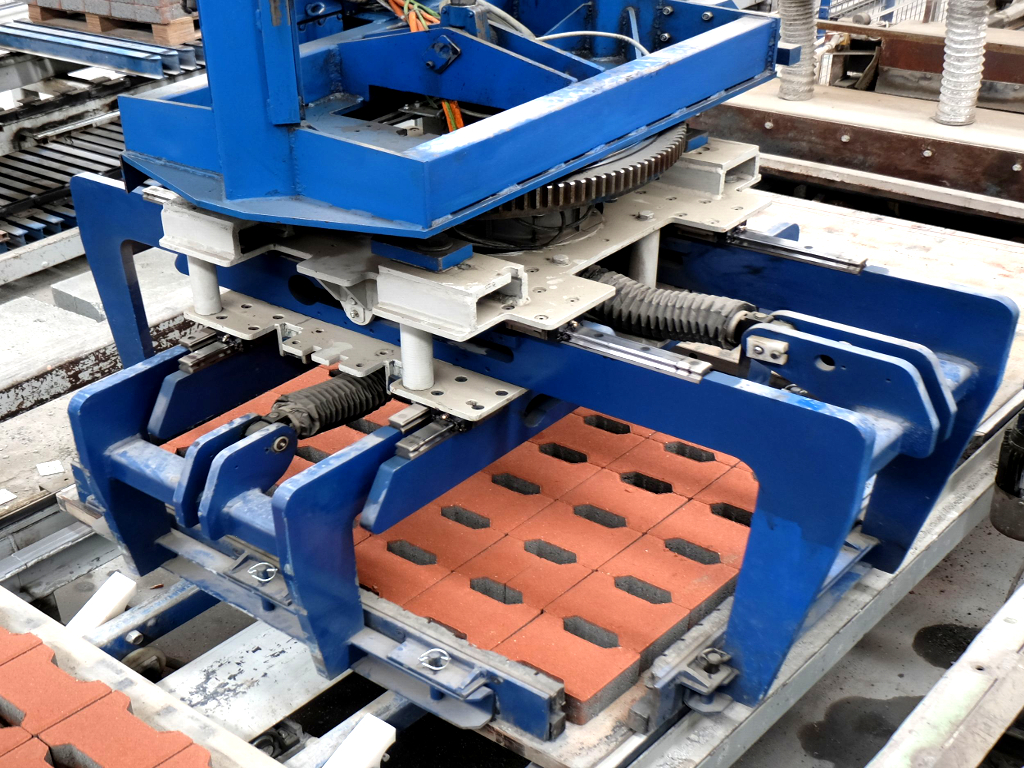
Pallet Clearing Device
Most customers detect the value of this equipment, when they need it, but do not have it. With this device concrete residues, defective layers, remaining concrete before and after product change, cleaning the machine at the end of the shift and more are pushed on an easy way from the pallets, into a transportable container. The pallet clearing device also can be installed in existing plants, as long as the wet side conveyor offers one free pallet position.

Block/Pallet Brush
This electrically driven and height adjustable brush can be used to clean the surface of certain categries of blocks from concrete residues, which are very often the result of the mold insert holding bars and can disturn the later cubing process. As block brush this device is installed on the wet side. A second brush with identical construction is very often installed on the dry side to clean the production pallet after cubing.

Product Layer Compactor
The purpose of this device is to reduce the gaps in a product layer which are resulting from the mold walls and by this also to losen the layer from the production pallet. This is effected by means of two pairs of clamps, which can be indepentendly operated with servo controlled electrical drives. The product layer compactor saves the eventual need to double closing the clamps of the cubing station or cubing robot.

Pallet Turning Device
To grant the equal wear out of both surfaces of the pallet, it should be turned after each cycle of usage. This is effected by means of a pallet turning device, which is in plants with a unbufferd pallet return system o part of that. For buffered pallet return systems ARTEK offers different executions of pallet turning devices, taking two or four pallets. The pallet turning device is installed on the end of the dry line.
Product Cubing
Like the main machine on the wet side, the cubing equipment determines the speed and continuity of the production process of the whole factory on the dry side. ARTEK offers two general possibilities to establish a fast and reliable cubing process: cubing based on the usage of industrial robots, see the special section of this homepage (Link).
The more traditional solution is based on the usage of portal crane styled cubing stations, with attached clamping tools. This equipment is described in this section.

Fully electric cubing station
ARTEK offers exclusively fully electrical cubing stations - all movements (clamping, turning, lifting, transfer) are operated by electric motors, most of them servo controlled. This allows the perfect adjustment to the speficic needs of the end products to be cubed, the fastest speed and the highest reliability, as much less parts and sensors are needed than in cubing stations with a major share of hydraulically powered operations.
The mechanical structure of the cubing station is solid and well engineered to keep up with the heavy dynamic forces of the load and the speed of the movements.
Seamless electrical operations
ARTEK fully electrically operated cubing stations reach their speed and efficiency, as they can overlap several functions, while hydraulically operated units very often need to complete one function to get the needed power to start the next. After clamping has beed completed, turning, lifting and horizontal transfer con be combined to one smooth, seamless function. And another advantage: no drop of oil can ruine the surface of the freshly finished products.

Vertical lifting with tooth belts
The vertical movements of the lifting mast (with the attached clamp) are effected by means of tooth belt drives. This is state-of-the-art for modern cartesian styled cubing stations and has advantags compared with other drive technologies. Tooth belt drives reduce the working noise, need less maintenance and offer smooth operations.
Four side electrical clamp
Servo-controlled linear electrical drives ("Electric cylinders") are powering the two clamping pairs. The frequency converters are placed safely in the main control cabinets outside the rough production area, no valves, hydraulic pipes, hoses or fittings are needed. As the positioning of the clampes is controlled by the frequency converters, no linear encoders have to be used, and parts which are absent, cannot break. The clamping cycles are exactly repeatable during the shift, the next day, the next week ... independent from the temperature of the oil, or the maintenance status of the cylinders and other hydraulic components.
Product layer transfer station
The ARTEK fully electrical cubing station also can be configured as layer transfer device. With less lifting hight, but using all the other functions of the standard cuber, this device can be intergrated to feed any inline installed secondary treatment process, such as shot blasting, splitting, grinding, polishing or surface sealing, to name some examples. In this case, the transfer way of the standard cuber must be extended - no problem, the speed is good enough to keep up with any plant cycle.
Cubing Video Clip
Product Cube Transport

Product Cube Conveyor
ARTEK product cube conveyors can be executed with a length of more than 25 meters and appropriate bearing load (about 10-12 cubes of end products). The conveyors are executed as chain conveyors with mounted slats, carrying the product cubes either with or without shipping pallets.
The conveyors are driven by SEW gear box motors. The solid mechanical structure of the conveyor and the heavy duty chains grant a long life with low maintenance.

Forklift Takeover Position
The forklift takeover section of the product cube conveyor is protected with light-beam sensor, which stops the movement of the conveyor, if the sensor is interrupted by forklift. This is to avoid damage on the conveyor, as it moves while the forklift loads a cube.

Shipping Pallets Retainer
A shipping pallet retainer can be installed at the conveyor and connected to the control system, which inserts a pallet to take the next cube of products. The pallet is inserted after the conveyor has been moved one cycle ahead.
The clamps of the shipping pallet retainer can be adjusted to the different pallet dimensions.

Integration of Strapping Machines
It is possible to install horizontal and/or vertical strapping machines of different brands in the conveyor area and to connect the control system of these machines to the interfaces of the control system of the handling equipment to achieve the automatic cooperation of both systems.
Empty Pallet Handling
There are two basic design principles for equipment, to transport the pallets after being cleared from the cured end products back to the production machine.
The more cheap one consists of an assembly of conveyors and other equipment which transport the pallets without or with small buffers from the end of the dry line to the pallet insertion device on the machine side. These systems work in the same pulse than the rest of the equipment, they form a direct connection between the both lines. The consequence: if one line stops, the other line also stops with a short delay.
Buffered empty pallet return systems cause a higher financial investment at the beginning of the project, but this is paid back with the increased efficieny of the plant, as the lines can work indepent from each other for a much longer time than in layouts with direct pallet return systems. Buffered systems are especially efficient, if after-treatment-systems are integrated to the dry side, for example shotblasting lines.
ARTEK can design and deliver each kind of pallet return system and different methodes for buidling the pallet buffers and handling them, the following pictures are only examples from realised projects.
Unbuffered Pallet Return







Buffered Pallet Return







More Components
Washing Stations
Washing is the “entry level” value adding process, mainly used in paver plants. The washing devide – which can consist of one, two or even three stations, are installed in the area of the wet side conveyor. No further line is needed, no second cubing station. Beside the value adding effect of the washing process itself, it is a good preparation of advanced methods like shot blasting, as the mix design of the hard face mix and the production process inside the main machine are very similar.

Washing – working principle
This is the process: the wet side conveyor moves the pallet with the products to be washed inside the area of the washing station. The pallet is lifted on one side, to enable the flushing process and to avoid water and residues remaining on the surfaces. The beams with the oszilating water nozzles are moved down and upwards, with adjustable speeds, sequences and water jet pressure.
The pallet is lowered again, pushed to the next station or outside of washing units and the system is ready to treat the next layer of products.